


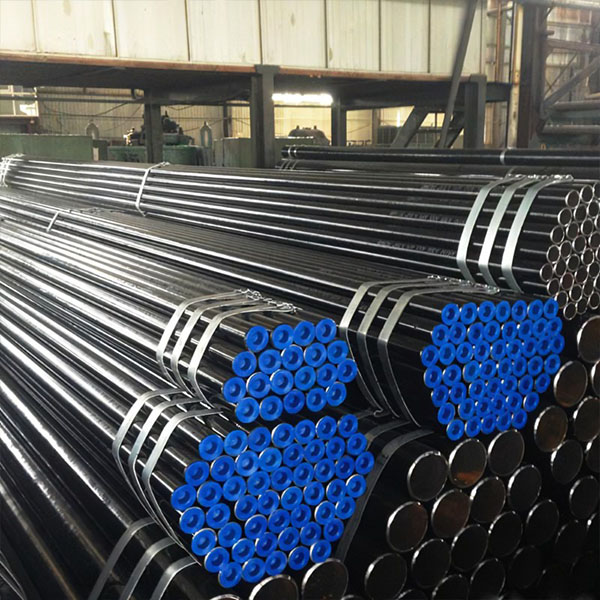
P91 Solid Alloy Tube



P91 alloy piip neffens GB / T8162-87
4.1. Spesifikaasjes: De bûtendiameter fan 'e hot-rôle buis is 32 ~ 630 mm. De muorre dikte is 2.5 ~ 75 mm. De bûtenste diameter fan kâld rôle (kâld lutsen) piip is 5 ~ 200mm. De muorre dikte is 2,5-12mm.
4.2. Uterlik kwaliteit: de binnenste en bûtenste oerflakken fan 'e stielen piip moatte gjin barsten, plooien, rollen, delaminaasje, hierlinen en littekens hawwe. Dizze mankeminten moatte wurde folslein fuortsmiten, en de muorre dikte en bûtenste diameter moatte net mear as de negative ôfwiking nei it fuortheljen.
Manufacturing metoade
Neffens ferskate produksjemetoaden, kin it wurde ferdield yn hjitrôle buizen, kâldrôle buizen, kâld lutsen buizen, ekstrudearre buizen, ensfh.
1.1. Hot rôle P91 alloy buizen wurde oer it algemien produsearre op automatyske buis walsmûnen. De fêste buis wurdt ynspekteare en skjinmakke fan oerflakdefekten, ôfsnien nei de fereaske lingte, sintraal op it perforearre ein fan 'e buis, en dan stjoerd nei de ferwaarmingsofen om te ferwaarmjen en troch te stekken op' e piercingmasine. As de perforaasje tagelyk draait en foarút giet, wurdt ûnder de aksje fan 'e roller en de plug stadichoan in holte foarme binnen de buisblanke, dy't in kapillêre buis neamd wurdt. En dan stjoerd nei de automatyske walserij om fierder te rôljen. Ta beslút, de hiele muorre dikte wurdt unifoarme troch de lykmakker masine, en de diameter wurdt sizing troch de sizing masine te foldwaan oan de spesifikaasje easken. It is in mear avansearre metoade foar it produsearjen fan hot-rôle P91-legeringspipen mei trochgeande piipwalsmûnen.
1.2. As jo seamless pipen wolle krije mei lytsere grutte en bettere kwaliteit, moatte kâld rôljen, kâld tekenjen, as in kombinaasje fan 'e twa metoaden wurde brûkt. Kâld rôlje wurdt meastentiids útfierd op in twa-hege walserij. De stielen piip wurdt rôle yn in annular pass foarme troch in fariabele dwerstrochsneed circular gat Groove en in stasjonêre tapered plug. Kâlde tekening wurdt normaal útfierd op in single-chain of double-chain kâlde tekening masine fan 0,5 oant 100T.
1.3. De extrusion metoade is te setten de ferwaarme buis blank yn in sletten extrusion silinder, en de perforated roede en de extrusion roede bewege tegearre te extrude de extruded diel út de lytsere die gat. Dizze metoade kin produsearje stielen buizen mei lytsere diameters.


2.1. P91 alloy tube hat in breed oanbod fan gebrûk. De algemiene doel P91 alloy piip wurdt rôle út gewoane koalstof struktureel stiel, lege-legering struktureel stiel of alloy struktureel stiel, en hat de grutste útfier. It wurdt benammen brûkt as pipelines as strukturele dielen foar it ferfieren fan floeistoffen.
2.2. Neffens ferskate doelen is it ferdield yn trije soarten oanbod: a. Neffens gemyske gearstalling en meganyske eigenskippen; b. Neffens meganyske eigenskippen; c. Neffens hydraulyske test. Stielen buizen levere neffens de kategoryen a en b, as brûkt om floeistofdruk te wjerstean, sille ek ûnderwurpen wurde oan in hydraulyske test.
2.3. P91 alloy pipen foar spesjale doelen omfetsje P91 alloy pipen foar boilers, P91 alloy pipen foar geology en naadleaze pipen foar petroleum.
De wichtichste alloying eleminten fan alloy pipen binne silisium, mangaan, chromium, nikkel, molybdeen, wolfraam, vanadium, titanium, niobium, sirkonium, kobalt, aluminium, koper, boron, seldsume ierde, etc.Alloy stielen pipen befetsje izer, koalstof en in lytse hoemannichte ûnmisber Neist it foarkommen fan silisium, mangaan, fosfor en swevel, it befettet ek in bepaalde hoemannichte legeringseleminten.De legeringseleminten yn stiel binne ûnder oare silisium, mangaan, molybdeen, nikkel, swevel, vanadium, titanium, niobium, borium, lead, seldsume ierden, ensfh. Ien of mear soarten stiel wurde alloy neamd stielen. De alloy stiel systemen fariearje mei harren respektive boarne betingsten, produksje en gebrûk betingsten. Yn it ferline binne nikkel- en stielsystemen yn it bûtenlân ûntwikkele. Sina hat fûn dat silisium, mangaan, Vanadium, titanium, niobium, bor, lead, en seldsume ierde alloy stiel systeem alloy stiel goed foar sa'n tsien prosint fan de totale produksje fan stiel. Yn 't algemien kinne buizen fan legere stielen wurde ferdield yn 8 grutte soarten neffens har gebrûk. Soarten, se binne: alloy strukturele stielen pipen, spring stielen pipen, lager stielen pipen, alloy tool stielen pipen, hege-snelheid ark stielen pipen, roestfrij stiel pipen, waarmte-resistant non-skin stielen pipen, elektryske silisium stielen pipen PC / ABS hawwe goede formability en kin wurde ferwurke foar grutte auto Components, lykas auto fenders, hawwe in hege kosten prestaasjes. Alloy stielen pipen wurde makke fan gewoane koalstof stiel troch it tafoegjen fan in passend bedrach fan ien of mear alloying eleminten oan de klassifikaasje fan izer-koalstof alloy stielen pipen: stielen pipen wurde ferdield yn P91 alloy pipen en welding Steel pipen ensafuorthinne.





